










Documento técnico: Fundamentos de la técnica de inserción a presión
LA ZONA DE PRENSADO COMO ALTERNATIVA RESISTENTE A LA TÉCNICA DE SOLDADURA
INTRODUCCIÓN
Desde su introducción en el sector de las telecomunicaciones, la técnica de inserción a presión se ha convertido en una tecnología clave consolidada en la electrónica automovilística e industrial. Ante las tendencias actuales, como la electrificación, la conducción autónoma y la Industria 4.0, las exigencias en cuanto a sistemas de conexión fiables y duraderos no dejan de aumentar.
En entornos de uso adversos con vibraciones, cambios de temperatura, humedad y cargas mecánicas, la tecnología de inserción a presión destaca por su alta seguridad de proceso y su estabilidad a largo plazo. A pesar de los diferentes diseños de la zona de inserción a presión, todas las soluciones persiguen el mismo objetivo: una conexión mecánicamente resistente y eléctricamente fiable entre la placa de circuito impreso y el contacto.
Esto se consigue diseñando la zona de inserción a presión con un tamaño mayor que el orificio de la placa de circuito impreso e insertándola a presión con una fuerza definida. De este modo se crea una conexión estanca al gas, eléctricamente estable y mecánicamente resistente con una resistencia de contacto constantemente baja.
En entornos de uso adversos con vibraciones, cambios de temperatura, humedad y cargas mecánicas, la tecnología de inserción a presión destaca por su alta seguridad de proceso y su estabilidad a largo plazo. A pesar de los diferentes diseños de la zona de inserción a presión, todas las soluciones persiguen el mismo objetivo: una conexión mecánicamente resistente y eléctricamente fiable entre la placa de circuito impreso y el contacto.
Esto se consigue diseñando la zona de inserción a presión con un tamaño mayor que el orificio de la placa de circuito impreso e insertándola a presión con una fuerza definida. De este modo se crea una conexión estanca al gas, eléctricamente estable y mecánicamente resistente con una resistencia de contacto constantemente baja.
FUNDAMENTOS
En la técnica de inserción a presión, se establece una conexión eléctrica entre el conector y la placa de circuito impreso mediante la inserción a presión de una clavija (pin) en un orificio metalizado de la placa.
La técnica de inserción a presión se basa en un principio sencillo:
la sección transversal de la zona de inserción de una clavija presenta una diagonal mayor que la del orificio metalizado de la placa. La deformación que se produce durante la inserción es absorbida por la zona flexible del pin de contacto, de modo que el casquillo de la placa de circuito impreso solo se deforma ligeramente. De este modo se crea una soldadura en frío entre el pin de contacto y el orificio metalizado de la placa de circuito impreso: una conexión estanca al gas, resistente a la corrosión, de baja resistencia y altamente conductora de la electricidad. Esta unión se mantiene estable de forma permanente incluso bajo elevadas cargas mecánicas y térmicas, como vibraciones, flexión y fuertes cambios de temperatura.
Se recomienda la supervisión del proceso de inserción a presión. Los análisis de fuerza-desplazamiento, así como los sistemas basados en cámaras, permiten una evaluación fiable de la calidad de la unión.
Además de la probada técnica de inserción a presión con nuestra zona de inserción Tcom press®, ept también ofrece otras tecnologías de conexión, como los pasantes soldados, THR o SMT, cada una de ellas adaptada a la aplicación.
La técnica de inserción a presión se basa en un principio sencillo:
la sección transversal de la zona de inserción de una clavija presenta una diagonal mayor que la del orificio metalizado de la placa. La deformación que se produce durante la inserción es absorbida por la zona flexible del pin de contacto, de modo que el casquillo de la placa de circuito impreso solo se deforma ligeramente. De este modo se crea una soldadura en frío entre el pin de contacto y el orificio metalizado de la placa de circuito impreso: una conexión estanca al gas, resistente a la corrosión, de baja resistencia y altamente conductora de la electricidad. Esta unión se mantiene estable de forma permanente incluso bajo elevadas cargas mecánicas y térmicas, como vibraciones, flexión y fuertes cambios de temperatura.
Se recomienda la supervisión del proceso de inserción a presión. Los análisis de fuerza-desplazamiento, así como los sistemas basados en cámaras, permiten una evaluación fiable de la calidad de la unión.
Además de la probada técnica de inserción a presión con nuestra zona de inserción Tcom press®, ept también ofrece otras tecnologías de conexión, como los pasantes soldados, THR o SMT, cada una de ellas adaptada a la aplicación.

VENTAJAS DE LA TÉCNICA DE INYECCIÓN
La técnica de inserción a presión ofrece numerosas ventajas con respecto a la técnica de soldadura convencional desde el punto de vista cualitativo, económico, funcional y ecológico. Se caracteriza por una fiabilidad y una resistencia mecánica muy elevadas, y es especialmente resistente a los golpes y las vibraciones. Además, se evitan errores típicos como los puntos fríos de soldadura o los cortocircuitos.
Desde la perspectiva económica, esta técnica resulta convincente gracias a su facilidad de reparación y a un montaje rentable. A nivel funcional, permite un procesamiento seguro sin estrés térmico en la placa de circuito impreso, lo que protege los componentes. Al mismo tiempo, los contactos de los conectores permanecen libres de estaño de soldadura.
Además, la técnica de inserción a presión ofrece ventajas ecológicas, ya que no se generan vapores de soldadura ni residuos de fundente y se puede prescindir de procesos de limpieza adicionales. De este modo, cumple con los requisitos y directivas medioambientales actuales, como RoHS y WEEE.
Desde la perspectiva económica, esta técnica resulta convincente gracias a su facilidad de reparación y a un montaje rentable. A nivel funcional, permite un procesamiento seguro sin estrés térmico en la placa de circuito impreso, lo que protege los componentes. Al mismo tiempo, los contactos de los conectores permanecen libres de estaño de soldadura.
Además, la técnica de inserción a presión ofrece ventajas ecológicas, ya que no se generan vapores de soldadura ni residuos de fundente y se puede prescindir de procesos de limpieza adicionales. De este modo, cumple con los requisitos y directivas medioambientales actuales, como RoHS y WEEE.
INCONVENIENTES DE LA TÉCNICA DE INYECCIÓN
A pesar de sus numerosas ventajas, la técnica de inserción a presión presenta también algunas limitaciones en comparación con la técnica de soldadura. Plantea grandes exigencias en cuanto a la calidad de las placas de circuito impreso, especialmente en lo que respecta al diámetro de los orificios y a las tolerancias, y requiere herramientas y equipos especiales, lo que conlleva unos costes de inversión más elevados.
Además, durante el proceso de inserción a presión se producen tensiones mecánicas que, si no se aplica correctamente, pueden provocar daños. La miniaturización también se ve parcialmente limitada en comparación con la técnica de soldadura.
Además, durante el proceso de inserción a presión se producen tensiones mecánicas que, si no se aplica correctamente, pueden provocar daños. La miniaturización también se ve parcialmente limitada en comparación con la técnica de soldadura.
CRITERIOS DE SELECCIÓN DE LA TÉCNICA DE PRENSADO
Una unión por inserción a presión fiable se basa en la combinación óptima de varias características de calidad. En este sentido, resultan decisivos, en particular, el diseño de la zona de inserción, la aplicación específica, las propiedades de la placa de circuito impreso y el proceso de fabricación.
Solo cuando estos factores están coordinados entre sí, la técnica de inserción a presión puede desarrollar todo su potencial y garantizar una unión duradera, resistente a las cargas mecánicas y segura desde el punto de vista eléctrico.
Solo cuando estos factores están coordinados entre sí, la técnica de inserción a presión puede desarrollar todo su potencial y garantizar una unión duradera, resistente a las cargas mecánicas y segura desde el punto de vista eléctrico.
I. Criterios de selección de la placa de circuito impreso
La tabla compara diferentes acabados de placas de circuito impreso en cuanto al espesor de las capas y su idoneidad para la técnica de inserción a presión.
| Superficie | |||||
| Inmersión en Sn | ENIG | Inmersión Ag | OSP | HAL sin plomo | |
| Espesor de la capa | 0,8 a 0,2 µm | 5 µm de Ni y 0,1 µm de Au | 0,1 - 0,2 µm | 0,1 - 0,5 µm | 5 - 50 µm |
| Idoneidad para la técnica de inserción a presión | muy buena | con reservas* | con reservas* | buena | con reservas* |
El estaño por inmersión es el más adecuado; el OSP se considera una buena opción, mientras que el ENIG, la plata por inmersión y el HAL sin plomo solo son adecuados en determinadas circunstancias, dependiendo de la aplicación.
Además, se muestran las zonas típicas de inserción a presión, que suelen consistir en estaño o aleaciones de estaño sobre una capa de níquel. En general, la presentación deja claro que la elección del recubrimiento tiene una influencia decisiva en la calidad y la fiabilidad de la técnica de inserción a presión y debe realizarse con cuidado en función de la aplicación.
Además, se muestran las zonas típicas de inserción a presión, que suelen consistir en estaño o aleaciones de estaño sobre una capa de níquel. En general, la presentación deja claro que la elección del recubrimiento tiene una influencia decisiva en la calidad y la fiabilidad de la técnica de inserción a presión y debe realizarse con cuidado en función de la aplicación.
II. Criterios de selección de la zona de prensado
En la zona de estampado son posibles los siguientes recubrimientos: capas de estaño mate, estaño-plomo, plata-estaño o estaño-plata, así como de indio, todas ellas sobre una capa de níquel.
| Superficies | ||
| 0,30 - 1,50 µm Sn mate | sobre | 1 - 3 µm Ni mate |
| 0,30 - 1,50 µm SnPb 92/8 - 97/3 mate | sobre | 1 - 3 µm Ni mate |
| 0,35 - 1,50 µm AgSn o SnAg | sobre | 1 - 3 µm Ni mate |
| 0,30 - 1,50 µm In | sobre | 1 - 3 µm de Ni mate |
Una superficie adecuada es fundamental para lograr una unión por presión fiable. Influye en las fuerzas de presión y debe deformarse plásticamente bajo carga sin sufrir daños. Al mismo tiempo, garantiza un contacto eléctrico estable, protege contra la corrosión y reduce la resistencia de contacto. Además, un recubrimiento adecuado contribuye a evitar daños en la placa de circuito impreso y a garantizar un proceso seguro y reproducible.
ESTRUCTURA DE LOS AGUJEROS
Para conseguir una unión por inserción a presión de alta calidad, durante la fabricación de la placa de circuito impreso hay que prestar especial atención al diámetro del orificio de perforación, al diámetro del orificio final, al grosor del casquillo de cobre y a la superficie de la placa.
La estructura correcta del orificio es decisiva, ya que influye directamente en la estabilidad mecánica y la fiabilidad eléctrica de la unión. Solo con unas dimensiones de orificio y manguito correctamente ajustadas se consigue el ajuste a presión necesario, que garantiza una sujeción segura y un contacto constante. Las desviaciones pueden provocar fuerzas de inserción excesivas, daños en las vías de paso o un contacto insuficiente. Además, una estructura de orificios adecuada contribuye a compensar las tolerancias de fabricación y a garantizar una calidad constante del proceso.
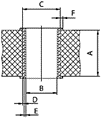
La siguiente estructura de orificios constituye un ejemplo ilustrativo.
La estructura correcta del orificio es decisiva, ya que influye directamente en la estabilidad mecánica y la fiabilidad eléctrica de la unión. Solo con unas dimensiones de orificio y manguito correctamente ajustadas se consigue el ajuste a presión necesario, que garantiza una sujeción segura y un contacto constante. Las desviaciones pueden provocar fuerzas de inserción excesivas, daños en las vías de paso o un contacto insuficiente. Además, una estructura de orificios adecuada contribuye a compensar las tolerancias de fabricación y a garantizar una calidad constante del proceso.
La siguiente estructura de orificios constituye un ejemplo ilustrativo.
| Material de LP | FR4 | |
| Diámetro nominal del orificio | Ø 1,0 mm | |
| A | Espesor de la placa de circuito impreso | mín. 1,44 mm |
| B | Orificio final | Ø 1,0 +0,09 / -0,06 mm |
| C | Orificio de base | 1,15 ±0,025 mm |
| D | Capa de Cu | mín. 25 µm |
| E | Superficie | Capa química de Sn, 0,5 – 1,5 µm |
| F | Anillo de retención | mín. 0,1 mm |
ELABORACIÓN
Para lograr una conexión fiable tanto desde el punto de vista mecánico como eléctrico a largo plazo, es fundamental un proceso de inserción a presión controlado. Es imprescindible utilizar una herramienta superior y un soporte de sujeción.
La herramienta superior transmite la fuerza de la prensa al contacto, mientras que el soporte de sujeción sostiene la placa de circuito impreso y la protege de tensiones mecánicas. Dependiendo del conector, se utilizan herramientas de placa plana o de peine.
Si las herramientas no están perfectamente coordinadas entre sí, pueden actuar fuerzas indeseadas sobre la placa de circuito impreso y dañar los componentes ya montados. La fuerza de inserción debe ser absorbida por completo por la herramienta inferior.
Las placas de circuito impreso con conectores insertados no deben calentarse a más de 125 °C.
La herramienta superior transmite la fuerza de la prensa al contacto, mientras que el soporte de sujeción sostiene la placa de circuito impreso y la protege de tensiones mecánicas. Dependiendo del conector, se utilizan herramientas de placa plana o de peine.
Si las herramientas no están perfectamente coordinadas entre sí, pueden actuar fuerzas indeseadas sobre la placa de circuito impreso y dañar los componentes ya montados. La fuerza de inserción debe ser absorbida por completo por la herramienta inferior.
Las placas de circuito impreso con conectores insertados no deben calentarse a más de 125 °C.

Conclusión
La técnica de inserción a presión constituye una alternativa eficaz y con futuro frente a la técnica clásica de soldadura. Destaca por su alta seguridad de proceso, su excelente estabilidad mecánica y una conexión eléctrica fiable a largo plazo, incluso en condiciones de uso exigentes.
Precisamente en el contexto de la creciente electrificación, el aumento de las densidades de potencia y las crecientes exigencias en cuanto a robustez y vida útil, la técnica de inserción a presión ofrece ventajas decisivas. No obstante, para lograr un rendimiento óptimo es imprescindible una interacción precisa entre la zona de inserción a presión, la placa de circuito impreso y el proceso de fabricación.
Un factor esencial para el éxito es la elección de una zona de inserción a presión con un diseño óptimo. Las zonas de inserción a presión de ept GmbH —en particular la tecnología Tcom press®— se caracterizan por un comportamiento de inserción altamente controlable, una baja carga sobre la placa de circuito impreso y una elevada estabilidad de la ventana de proceso. De este modo, se minimizan los daños en los contactos pasantes y se garantizan contactos eléctricos estables a largo plazo. Además, la geometría de la zona de prensado de ept permite un procesamiento fiable incluso con tolerancias estrechas y estructuras de placas de circuito impreso complejas.
Como especialista con amplia experiencia en tecnología de unión, ept GmbH ofrece soluciones a medida en todo lo relacionado con la tecnología de inserción a presión. Con tecnologías innovadoras como la zona de inserción a presión Tcom press®, amplios conocimientos sobre aplicaciones y una gran competencia en fabricación, ept ayuda a sus clientes a implementar soluciones de unión fiables y económicas para aplicaciones exigentes.
Precisamente en el contexto de la creciente electrificación, el aumento de las densidades de potencia y las crecientes exigencias en cuanto a robustez y vida útil, la técnica de inserción a presión ofrece ventajas decisivas. No obstante, para lograr un rendimiento óptimo es imprescindible una interacción precisa entre la zona de inserción a presión, la placa de circuito impreso y el proceso de fabricación.
Un factor esencial para el éxito es la elección de una zona de inserción a presión con un diseño óptimo. Las zonas de inserción a presión de ept GmbH —en particular la tecnología Tcom press®— se caracterizan por un comportamiento de inserción altamente controlable, una baja carga sobre la placa de circuito impreso y una elevada estabilidad de la ventana de proceso. De este modo, se minimizan los daños en los contactos pasantes y se garantizan contactos eléctricos estables a largo plazo. Además, la geometría de la zona de prensado de ept permite un procesamiento fiable incluso con tolerancias estrechas y estructuras de placas de circuito impreso complejas.
Como especialista con amplia experiencia en tecnología de unión, ept GmbH ofrece soluciones a medida en todo lo relacionado con la tecnología de inserción a presión. Con tecnologías innovadoras como la zona de inserción a presión Tcom press®, amplios conocimientos sobre aplicaciones y una gran competencia en fabricación, ept ayuda a sus clientes a implementar soluciones de unión fiables y económicas para aplicaciones exigentes.